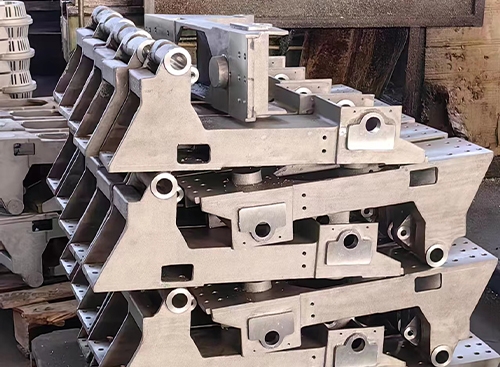
专业生产各种铝合金铸件
18642367111

电话:024-87683766
传真:024-87683020
联系人 : 刘经理
电话 : 18642367111
邮箱:sylczz@163.com
地址:辽宁省沈阳新民市东蛇山子乡本街
在诸多铝铸件之中,铝铸造是比较普遍的一种锻造方法,关键是指选用锻造方法把纯铝或铝合金型材产品工件生产制造出去,一般这类锻造方法生产制造出去的零配件精密度十分高,如出现一些出现意外需要开展返修,那么做为生产制造工作人员应当怎样防止生产过程中出现尺寸误差和形变的几率呢?那么请跟随我一起来了解一下吧!
1、挑选恰当的牙模型方式(方位、部位),避免出模样时使其形变;
2、牙模型前应使模样充足制冷、聚氨酯发泡停止,以获得尺寸平稳的模样,并避免压射模样时导致形变;
3、应操纵好建筑涂料镀层的薄厚,防止因建筑涂料薄厚危害模样尺寸;
4、可将牙模型后的模样在60到70℃下干躁2到8钟头,并尽可能维持模样的干躁时间同样;
5、应操纵珠粒的尺寸,珠粒尺寸越一致,模样的收缩量也越一致,进而便捷操纵收缩量;
6、在采用透气性能能好的建筑涂料的另外,应确保其具备充足的抗压强度,进而提升模样的耐冲击性;
7、采用与铸造件金属材料液和干砂特性相符合的建筑涂料,而且挑选有效的涂挂实际操作加工工艺;
8、基本方式模具制作其收缩量超过制冷时应用负压力方式的模样收缩量,应用较高的蒸气工作压力可降低模样熟成的收缩量;
9、预发珠粒的混凝土强度不一样,其发泡胶戊烷含量不一样,混凝土强度长的戊烷含量少,模样产生时品质差,可是收缩小,一般混凝土强度操纵在2到12小时为宜;
10、挑选恰当的收缩率,准确明确凹模尺寸(可在试件后立即调整,使模样确定误差低于0.05mm),对模贝凹模和嵌入件要开展铸轧和打磨抛光,以做到精准尺寸。在诸多铸铁件之中,铝铸造是比较普遍的一种锻造方法,关键是指选用锻造方法把纯铝或铝合金型材产品工件生产制造出去,一般这类锻造方法生产制造出去的零配件精密度十分高,如出现一些出现意外需要开展返修,那么做为生产制造工作人员应当怎样防止生产过程中出现尺寸误差和形变的几率呢?那么请跟随我一起来了解一下吧!

1、挑选恰当的牙模型方式(方位、部位),避免出模样时使其形变;
2、牙模型前应使模样充足制冷、聚氨酯发泡停止,以获得尺寸平稳的模样,并避免压射模样时导致形变;
3、应操纵好建筑涂料镀层的薄厚,防止因建筑涂料薄厚危害模样尺寸;
4、可将牙模型后的模样在60到70℃下干躁2到8钟头,并尽可能维持模样的干躁时间同样;
5、应操纵珠粒的尺寸,珠粒尺寸越一致,模样的收缩量也越一致,进而便捷操纵收缩量;
6、在采用透气性能能好的建筑涂料的另外,应确保其具备充足的抗压强度,进而提升模样的耐冲击性;
7、采用与铸造件金属材料液和干砂特性相符合的建筑涂料,而且挑选有效的涂挂实际操作加工工艺;
8、基本方式模具制作其收缩量超过制冷时应用负压力方式的模样收缩量,应用较高的蒸气工作压力可降低模样熟成的收缩量;
9、预发珠粒的混凝土强度不一样,其发泡胶戊烷含量不一样,混凝土强度长的戊烷含量少,模样产生时品质差,可是收缩小,一般混凝土强度操纵在2到12小时为宜;
10、挑选恰当的收缩率,准确明确凹模尺寸(可在试件后立即调整,使模样确定误差低于0.05mm),对模贝凹模和嵌入件要开展铸轧和打磨抛光,以做到精准尺寸。
文章内容来源于网络,如有问题请和我联系删除!