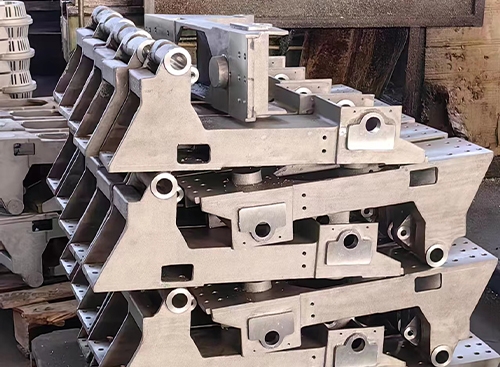
专业生产各种铝合金铸件
18642367111

电话:024-87683766
传真:024-87683020
联系人 : 刘经理
电话 : 18642367111
邮箱:sylczz@163.com
地址:辽宁省沈阳新民市东蛇山子乡本街
铝铸件的壁厚会跟着铝铸件的形状的不同而改变,一般称之为交织箱、交织边和偏疼芯,形成这种问题的原因十分多,如模具匹配不善、定位销套磨损、模具在铝铸件上移动等;模子、模型或泥箱的另部分的差错;也或许砂箱不适合;粘土芯在制作、烘焙和运送过程中变形;砂箱在浇注前因为忽视要浇注的模具而移动。
为防止铝铸件壁厚出现问题,某一方面应立即修正铸型及砂箱的破坏,使铝铸件发生偏转;及其定位销和定位销是不是移动和破坏,在砂箱和模板上应查看定位销和销孔,无磨损和变形。
此外,还需要严格执行型芯与型芯的空地。在模制模板时,应运用定位销,以确保上下箱体铝铸件的姿态相一致;若有必要,可运用榫头防止倾斜;不运用粘土芯支撑的粘土芯。

铝铸件的变形是由铸造应力形成的,铝铸件的姿态和尺度与型式不符,原因很简单,因为上下厚度差很大,冷却形成的温差也很大。因为梁是上下衔接的,梁的厚度不光因为温度下降而收拢,而且因为薄紧缩而扩展了收拢。反之,薄收拢减小了收拢,形成厚度的收拢大于厚度的收拢。
文章内容来源于网络,如有问题请和我联系删除!